Todo fabricante de moldes sabe que la ventilación adecuada del molde es crucial para la calidad de fabricación piezas moldeadas por inyección de plástico. Durante el proceso de moldeo por inyección, es necesario liberar el aire existente en el molde, de lo contrario, la masa fundida se comprimirá y atrapará ese aire en la cavidad, provocando quemaduras, tiros cortos, burbujas, líneas de soldadura o grietas en la pieza plástica moldeada.¿Cómo se ventila el molde? Existen algunas soluciones de ventilación no estándar que se pueden agregar a la ventilación de la cavidad para mejorar el rendimiento del molde, como se muestra a continuación:
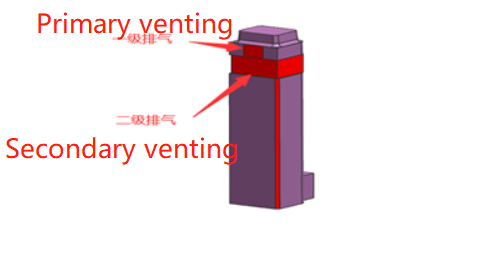
Abra la ranura de ventilación directamente
Por lo general, la ranura de ventilación o el canal de ventilación se mecanizan en la superficie plana de forma periférica o directa. Hay canales de ventilación primarios y secundarios.
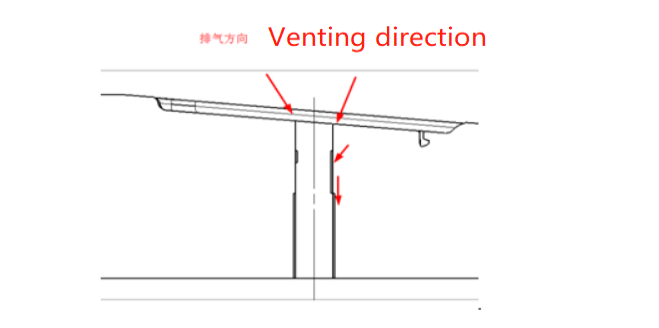
Utilice la holgura de los pines eyectores y el manguito eyector.
Hay una holgura de alrededor de 0,01-0,02 mm entre los pines eyectores & manguitos eyectores y núcleo/cavidad. Esto podría usarse como ventilación “natural”. En este caso, no es necesario mecanizar canales de ventilación adicionales. Solo tenemos que colocar los expulsores en donde puede haber aire atrapado en las piezas de plástico. Para algunas piezas moldeadas de plástico de alta calidad, también se mecanizan orificios de ventilación adicionales en los pasadores de expulsión.
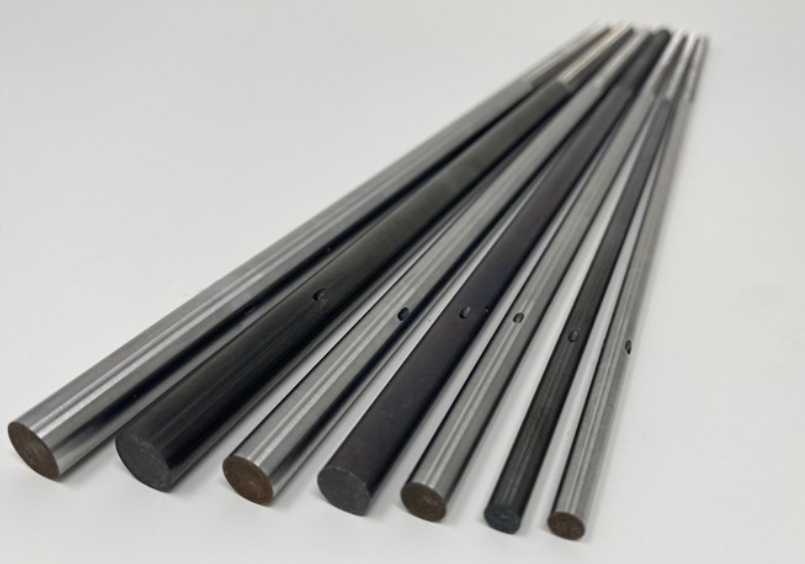
Uso de pasadores de ventilación
Por lo general, usamos pasadores eyectores para reemplazar los pasadores de ventilación que se presentan con con 6 u 8 ranuras mecanizadas a lo largo del cuerpo para permitir la salida del gas/aire. Los pasadores de ventilación generalmente se ubican en el centro de la trampa de aire para lograr los mejores resultados.
Divide mold inserts
Durante el proceso de mecanizado, la cavidad del molde se puede dividir en insertos para aumentar el número de posibles áreas de ventilación. Cuando las líneas de partición y los elementos deslizantes no permiten una ventilación suficiente, los insertos de división son una buena opción para productos de plástico que tienen problemas de trampa de gas, pero esto puede aumentar el costo de fabricación.
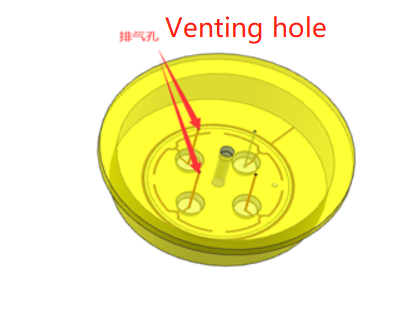
el uso de orificios de ventilación
Cuando hay suficiente espacio dentro de la línea de separación interna de una pieza de plástico, generalmente agregamos un orificio de ventilación adicional para liberar el gas en el núcleo en la base de la ranura de ventilación necesaria.
Use babosas frías para ventilar moldes
Durante el proceso de moldeo por inyección, es muy fácil ver problemas de atrapamiento de aire al final del llenado de la pieza. En este caso, podríamos diseñar una pieza de “plástico extra” al final de la parte donde se unen dos fundidos. Esto ayuda a expulsar el aire atrapado en esta pieza de plástico, lo que mejora mucho la línea de soldadura. La desventaja es que tenemos que diseñar pasadores extrapulsores para liberar el bloque frío y tenemos que utilizar mano de obra para cortar la rebaba después del moldeo por eyección. No hay necesidad de ventilar en la babosa fría. El “ajuste deslizante” entre el pasador eyector de pozo frío y su orificio es más que suficiente .Somos un fabricante de moldes profesional que diseña y construye soluciones completas de herramientas llave en mano para empresas de moldeo de plástico en la aplicación de Automoción, Aero, Embalaje rígido y otras áreas industriales. Si tiene algún proyecto que necesite soporte de ingeniería , comuníquese con nosotros para obtener más información.


 English
English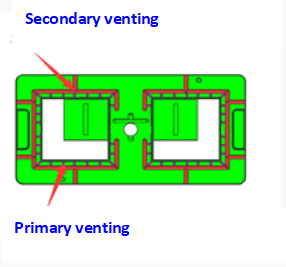
 Somos un fabricante de moldes profesional que diseña y construye soluciones completas de herramientas llave en mano para empresas de moldeo de plástico en la aplicación de Automoción, Aero, Embalaje rígido y otras áreas industriales. Si tiene algún proyecto que necesite soporte de ingeniería , comuníquese con nosotros para obtener más información.
Somos un fabricante de moldes profesional que diseña y construye soluciones completas de herramientas llave en mano para empresas de moldeo de plástico en la aplicación de Automoción, Aero, Embalaje rígido y otras áreas industriales. Si tiene algún proyecto que necesite soporte de ingeniería , comuníquese con nosotros para obtener más información.