

 English
English Pautas uniformes de espesor de pared para piezas moldeadas por inyección
¿Quiere saber cómo optimizar el diseño de su pieza de plástico para la fabricación con un espesor de pared uniforme?
El grosor de la pared es una de las reglas más importantes del diseño de piezas de moldeo por inyección y debe tratarlo como una parte esencial del diseño general de la pieza.
Esto es especialmente importante ya que el grosor de la pared se considera uno de los factores más importantes que determinan el éxito o el fracaso del producto plástico.
En este artículo, exploraremos la importancia de mantener un espesor de pared uniforme para que su proyecto funcione con éxito.
¿Por qué mantener un espesor de pared uniforme?
Pautas uniformes de espesor de pared para piezas moldeadas por inyección
¿Quiere saber cómo optimizar el diseño de su pieza de plástico para la fabricación con un espesor de pared uniforme?
El grosor de la pared es una de las reglas más importantes del diseño de piezas de moldeo por inyección y debe tratarlo como una parte esencial del diseño general de la pieza.
Esto es especialmente importante ya que el grosor de la pared se considera uno de los factores más importantes que determinan el éxito o el fracaso del producto plástico.
En este artículo, exploraremos la importancia de mantener un espesor de pared uniforme para que su proyecto funcione con éxito.
¿Por qué mantener un espesor de pared uniforme?
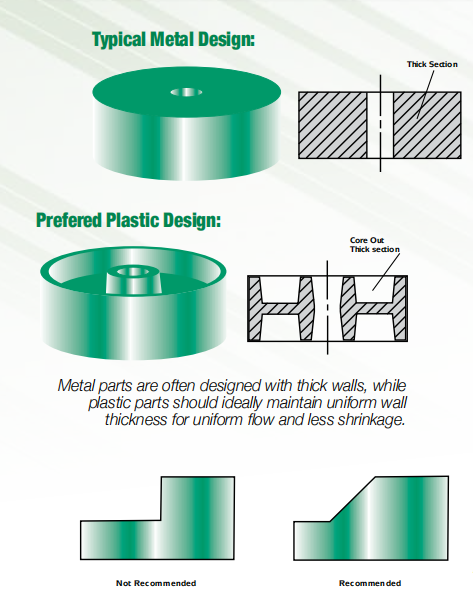
Las piezas de metal a menudo se diseñan con paredes gruesas, mientras que productos de plásticoIdealmente, debería mantener un espesor de pared uniforme para un flujo uniforme y menos contracción, como se ilustra a continuación. Para piezas de plástico, se recomienda un cambio gradual en el grosor de la pared o un grosor de pared uniforme para reducir la concentración de tensión y otros posibles problemas.
 ¿Por qué le damos tanta atención al grosor de la pared? El grosor de la pared de la pieza afecta la calidad de la pieza moldeada de plástico en casi todas las etapas del proceso de moldeo por inyección. El moldeo por inyección es un proceso impulsado por presión. Cuando hay variación en el espesor de la pared, el plástico fundido fluirá hacia el camino de menor resistencia, la pared más gruesa. Esto da como resultado problemas de disipación, atrapamiento de aire, líneas de soldadura y mayores tiempos de ciclo, etc. Por otro lado, los plásticos fundidos se enfrían más rápido a medida que fluyen en secciones de paredes delgadas. El peor de los casos es que la masa fundida se congele en el área de la pared delgada y evite un empaque efectivo durante el proceso de llenado. Esto conduce a una parte sin relleno.
¿Por qué le damos tanta atención al grosor de la pared? El grosor de la pared de la pieza afecta la calidad de la pieza moldeada de plástico en casi todas las etapas del proceso de moldeo por inyección. El moldeo por inyección es un proceso impulsado por presión. Cuando hay variación en el espesor de la pared, el plástico fundido fluirá hacia el camino de menor resistencia, la pared más gruesa. Esto da como resultado problemas de disipación, atrapamiento de aire, líneas de soldadura y mayores tiempos de ciclo, etc. Por otro lado, los plásticos fundidos se enfrían más rápido a medida que fluyen en secciones de paredes delgadas. El peor de los casos es que la masa fundida se congele en el área de la pared delgada y evite un empaque efectivo durante el proceso de llenado. Esto conduce a una parte sin relleno.
Los resultados del espesor de pared uniforme
Del análisis anterior, pudimos obtener una idea general acerca de cómo el espesor de pared desigual afecta la calidad de la pieza. Consulte a continuación las listas detalladas de los resultados.Coste parcial
Para una pieza moldeada por inyección de plástico, la pared gruesa generalmente requiere más tiempo para enfriarse y más plástico fundido para llenar. El costo de la pieza se calcula principalmente por el peso de la pieza y el tiempo del ciclo. Esto significa que el plástico y un mayor tiempo en la máquina de moldeo por inyección solo aumentarán el costo de producción.Aspecto parcial
La variación del grosor de la pared afecta el aspecto de la pieza de plástico. El grosor desigual de la pared puede causar defectos físicos no deseados, como marcas de hundimiento, líneas de flujo, deformaciones, tiros cortos, etc.Esfuerzo cortante
Cuando se diseñan secciones de pared desiguales en una pieza de plástico, el área delgada obliga al plástico de flujo que se llena a una velocidad constante a moverse más rápido. Esto aumenta la presión de corte en consecuencia, lo que lleva a diferentes grados de tensión de corte y alabeo.Problemas de activación
Las compuertas deben colocarse en la sección de la pared gruesa a medida que el plástico fundido fluye de la pared gruesa a la pared delgada. Cuando el grosor de la pared desigual varía, el plástico fundido puede tener que fluir de una pared delgada a una pared más gruesa. En este caso, el material plástico puede comenzar a enfriarse y comenzar a congelarse en la sección delgada, bloqueando efectivamente el flujo hacia la sección más gruesa. Pueden surgir problemas de defectos como marcas de hundimiento y deformaciones.En una palabra, el grosor desigual de la pared produce el efecto más significativo en la calidad final, la producción y el costo de un molde de inyección de plásticopieza. Como líder en la industria del moldeo por inyección de plástico, el experimentado equipo de ingeniería de HS Mold es capaz de manejar todas las etapas de los servicios de fabricación para su nuevo proyecto, incluido el diseño para la fabricación, < em>soluciones prototipo, fabricación de moldes< /strong>, en alto y bajo producción en volumen y ensamblaje personalizado.